O que é a função perda de Taguchi?
Uma representação gráfica de uma variedade de peças não perfeitas que podem levar a uma perda global para uma empresa ou fabricante. Desenvolvido pelo Dr. Genichi Taguchi, um estatístico de negócios japonês, a função de perda de Taguchi detalha as implicações envolvidas com a má qualidade e é amplamente creditada pelo maior foco na melhoria contínua em todo o mundo dos negócios. Também foi instrumental para o movimento Six Sigma e o conceito de gerenciamento de variação.
O que a Função Perda de Taguchi mede exatamente?
Um dos principais pressupostos do Six Sigma é não permitir que os resultados dos processos de negócios se desviem do alvo, obrigando-o a criar valor para a organização. À medida que você se afasta do alvo, o desempenho do processo, produto ou serviço começa a se degradar aos olhos de seu cliente.
Ao examinar este conceito, pode-se intuitivamente incorrer em que haverá uma correlação entre não atender o objetivo da qualidade e o desperdício de recursos. Claro, sempre que os recursos são desperdiçados e sempre que a qualidade dos resultados de um processo de negócios é baixa, isso vai ter algumas ramificações financeiras que podem ser interpretadas como uma perda. É exatamente isso que a Função Perda de Taguchi muda e o que é usado para representar graficamente.
Quando o resultado de um processo de negócios é exatamente como desejado com desvio zero, a Função Perda de Taguchi também possui um valor de zero. À medida que o desvio aumenta, a perda incorrida e medida pela função aumenta de forma quadrática. Mesmo desvio dentro da faixa de Six Sigma incorre em alguma perda nominal, e essa perda não aparece imediatamente após o valor ultrapassar os limites de especificação, mas aumenta gradualmente com o aumento no desvio.
Quando é útil a Função Perda de Taguchi?
Quando uma empresa decide otimizar um processo específico, ou quando a otimização já está em andamento, muitas vezes é fácil perder o foco e se esforçar para reduzir o desvio do alvo como um objetivo final próprio. Mas sempre que estamos falando de negócios, a métrica mais importante e fundamental é sempre o lucro.
Nesse sentido, a função de perda de Taguchi pode ser extremamente valiosa, pois é uma ferramenta que pode transformar o desvio do alvo para um valor com uma representação financeira, o que afeta a linha inferior diretamente.
É por isso que esta ferramenta é amplamente utilizada ao selecionar processos de negócios para otimizar primeiro. A aplicação da função permite que os gerentes e consultores meçam o impacto financeiro que a melhoria planejada do processo teria para a organização. Isso significa que cada projeto pode ser avaliado com um valor específico para seu potencial impacto financeiro. O que torna a priorização uma decisão muito mais fácil e mais informada.
Qual é o case mais famoso da Função Perda de Taguchi?
O caso mais famoso deste conceito na prática foi o estudo da Ford de peças de transmissão semelhantes fabricadas por um fornecedor no exterior (provavelmente Mazda). Eles descobriram que eles tinham peças de desempenho superior devido a menor variação, mesmo que todas as partes estavam dentro dos limites de especificação.
E os limites de Especificação da Função Perda de Taguchi?
Uma discussão bastante interessante quando se fala em qualidade, principalmente no setor metal-mecânico, é o foco na produção dentro dos limites de especificação. Durante muito tempo nestas empresas, qualidade era sinônimo de inspeção de qualidade, que por sua vez era medir peças e segregar aquelas fora da especificação.
Todo planejamento de ajuste e manutenção de máquina eram feitos para que todas as peças fossem produzidas respeitando os limites de especificação, sem preocupar-se com a variabilidade dos processos e com os custos de se produzir fora do valor nominal. Principalmente naqueles processos nos quais o desgaste da ferramenta causa uma redução gradual na qualidade medida.
Nestes casos, uma prática comum das empresas que possuem este processo de fabricação é ajustar a máquina para produzir próximo ao limite inferior de especificação quando a ferramenta é nova e depois, deixar a média cair de maneira gradual e então trocar a ferramenta quando a medida ficar próxima ao limite superior de especificação. O desgaste da ferramenta acaba causando uma perda de precisão que é compensada por este procedimento muito conhecido pelo termo “ajuste de off-set da máquina”. Porém, esta prática resulta num dimensional de saída que cobre toda a faixa de especificação permitida, causando, segundo a função perda de Taguchi, um prejuízo grande. As figuras de 1 a 5 demonstram as perdas causadas por este procedimento, segundo a função perda de Taguchi.

Figura 1: Função custo de Taguchi para a operação a ser analisada.
Taguchi
Na figura 1 podemos observar a função custo de Taguchi para a operação que iremos analisar neste artigo. Esta função foi estimada segundo o custo do desvio dimensional para a sociedade. A figura 2 mostra o início da operação, na qual o parâmetro de produção está ajustado para produzir perto do limite inferior de especificação, pois no início a ferramenta tem uma precisão maior, o que permite o operador arriscar o trabalho numa especificação mais enxuta.

Figura 2: Início da operação, com a ferramenta nova operando próximo ao limite inferior de especificação.
Analisando a figura 2, podemos ver que o custo quando se produz no limite inferior de especificação é mais alto, segundo a função de Taguchi. Ao contrário do que pensam os operadores e coordenadores da fábrica, produzir próximo ao LIE somente reduz os custos para a empresa, mas penaliza toda a cadeia e a sociedade ao inserir mais variabilidade no processo.
A figura 3 mostra que o custo, segundo a função custo de Taguchi, quando a empresa está produzindo no nominal é mínimo. Esta deveria ser a condição almejada durante todo o ciclo de vida da ferramenta e não somente quando a ferramenta está na meia vida.

Figura 3: Configuração de custo para a operação da ferramenta "meia-vida".
Como os erros aumentam a função custo de Taguchi?
Por fim, na figura 4 encontra-se o custo, segundo a função de Taguchi, para a ferramenta no fim da vida. Neste estágio, a operação é ajustada para produzir próximo ao limite superior de especificação, gerando um alto custo segundo a função de Taguchi.

Figura 4: Custo da operação segundo a função custo de Taguchi para operação com a ferramenta no final da vida.
Se analisarmos todos os dimensionais produzidos ao longo da vida da ferramenta, poderemos notar que as peças saíram com todos os dimensionais possíveis e, mesmo estando dentro dos limites de especificação, o custo segundo Taguchi será alto. A amplitude dos dimensionais produzidos pode ser analisada na figura 5.
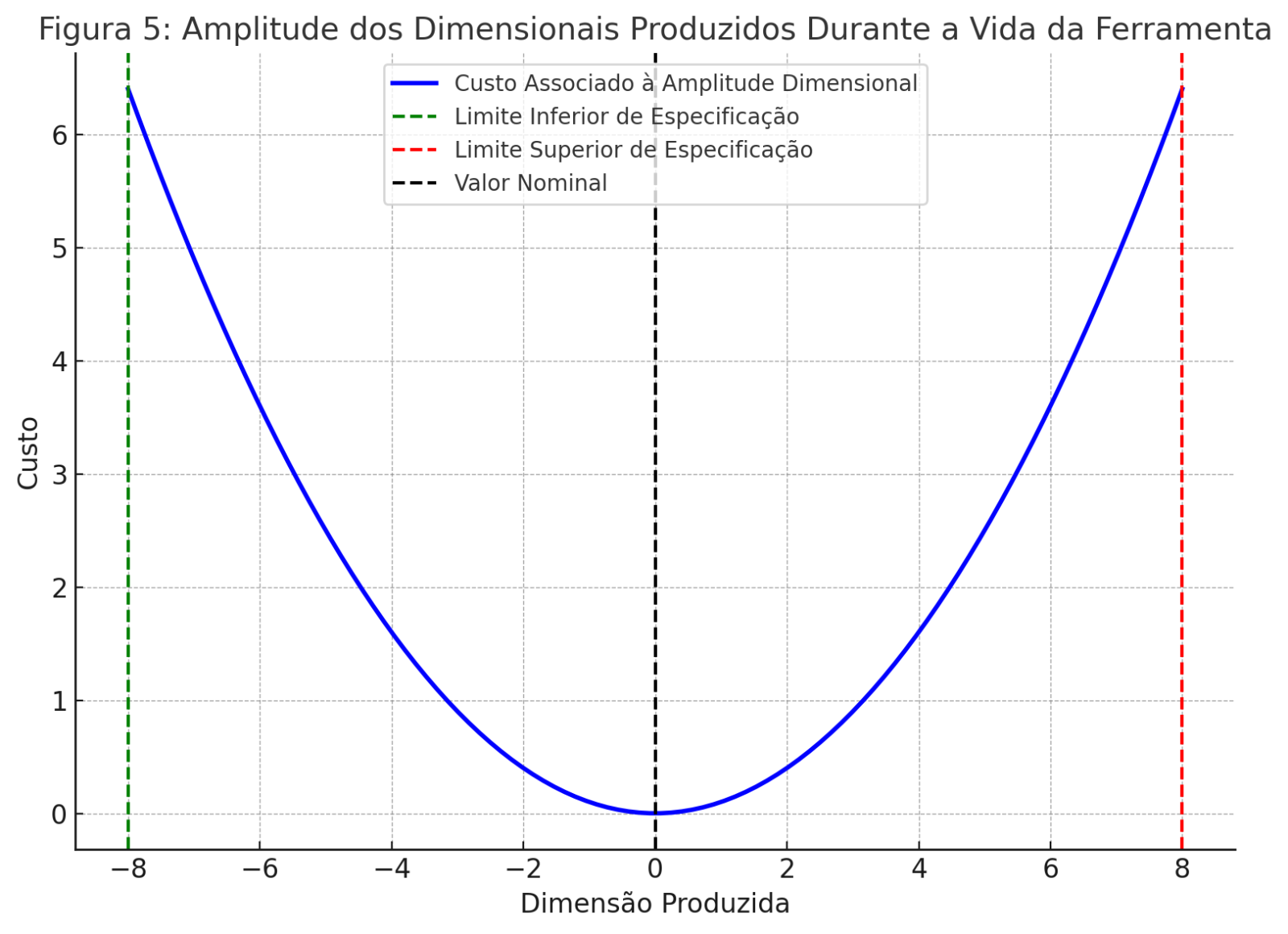
Figura 5: Amplitude dos dimensionais produzidos durante a vida da ferramenta.
Estes e outros importantes conceitos são discutidos em nossas Certificações Green Belt e Black Belt. Pensamos ser importante, esta discussão, para abrir as fronteiras de análise de nossos certificados. Muitas vezes, a “bitolação” no p-valor e no PPM, distorcem o correto entendimento de conceitos fundamentais, como a Função Perda de Taguchi.