
O FMEA ou Failure Mode and Effects Analysis é o procedimento ou ferramenta sistemática para determinar os possíveis modos de falha de qualquer processo, produto ou projeto. É um curso de ação passo a passo que analisa cada fase ou progressão de um estudo. A ferramenta FMEA também levará em consideração os efeitos potenciais das falhas no objetivo geral do processo, ajudará planejadores e gerentes a identificar e priorizar os modos de falha e revisar os resultados dos planos de ação implementados.
Esta é uma ferramenta eficaz de gerenciamento de qualidade que é usada para projetar um processo, revisar e melhorar o processo e também é um controle de processo eficiente.
Começou originalmente como um procedimento de gerenciamento pelos militares dos EUA na década de 1940. Na década de 1960, a gestão de qualidade da NASA incorporou o uso de FMEA em todos os seus projetos. Atualmente, o FMEA é amplamente utilizado em manufatura, bancos, centros de serviços e quase todos os setores de negócios.
Aplicações do FMEA
O procedimento de FMEA é eficaz ao analisar um processo, serviço ou produto existente com o objetivo de melhorá-lo. Isso ajudará os gerentes e analistas a identificar os pontos problemáticos a serem aprimorados ou alterados.
Você também pode usar o FMEA ao desenvolver um novo processo ou um processo para produzir um produto ou serviço. Por meio do FMEA, possíveis falhas estão sendo identificadas, assim, cursos de ações para combater as falhas podem ser empregados ou processos podem ser revisados e aprimorados, evitando efetivamente as falhas e economizando os recursos da empresa.
O FMEA também é uma boa ferramenta para usar ao planejar a aplicação de um determinado processo, geralmente bem-sucedido, de um produto ou serviço para outro. Essa também é uma boa maneira de melhorar o desempenho do processo de atraso, como baixas vendas, baixos índices de satisfação do cliente ou alta relação entre despesa e receita.
Você sabe qual o procedimento FMEA?
Para ser eficaz, o FMEA deve ser um trabalho de equipe com membros especialistas em todos os aspectos que afetam o processo. A equipe deve ser capaz de estabelecer o escopo, limites e objetivo do estudo. Com isso em mente, eles precisam preencher a tabela FMEA.
 Para nossa discussão, vamos usar “Soap Making” como exemplo. Sua equipe de FMEA pode incluir o Gerente de Controle de Qualidade, o Supervisor de Fábrica, o Gerente de Produto, o Diretor de Marketing, o Contador de Custos e o Gerente Geral. Tome nota que eles têm diversos conhecimentos, mas a opinião de todos é valiosa no processo de tomada de decisão. Depois de um brainstorming imaginário, eles criaram as seguintes entradas na tabela FMEA.
Para nossa discussão, vamos usar “Soap Making” como exemplo. Sua equipe de FMEA pode incluir o Gerente de Controle de Qualidade, o Supervisor de Fábrica, o Gerente de Produto, o Diretor de Marketing, o Contador de Custos e o Gerente Geral. Tome nota que eles têm diversos conhecimentos, mas a opinião de todos é valiosa no processo de tomada de decisão. Depois de um brainstorming imaginário, eles criaram as seguintes entradas na tabela FMEA.
Exemplo de FMEA
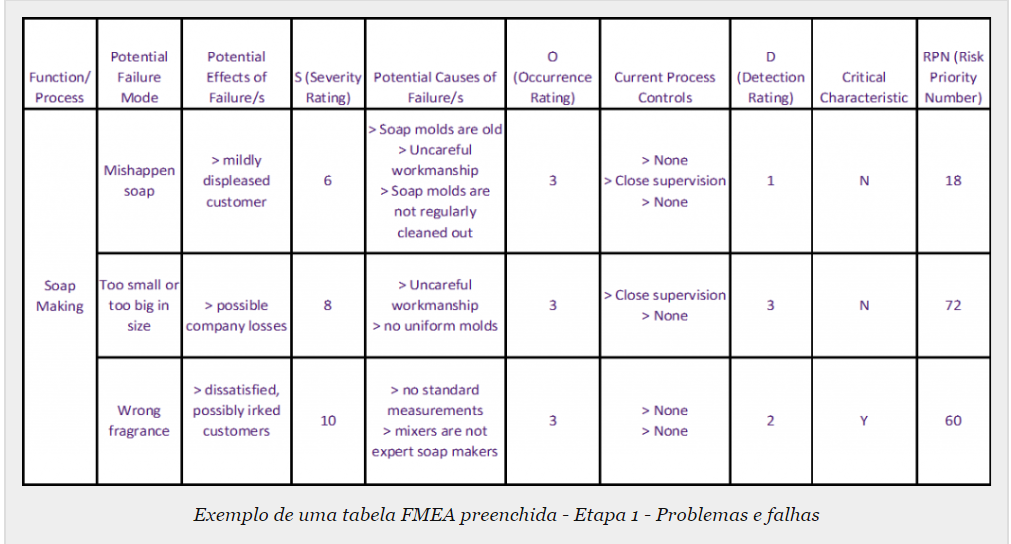 Sob os potenciais modos de falha, a equipe listou três possíveis falhas na fabricação de sabão e seus respectivos efeitos e possíveis causas. Para a gravidade, os analistas podem atribuir a gravidade para o respectivo modo de falha de uma severidade baixa de 1 a 10. A ocorrência é pontuada da mesma maneira, enquanto a detecção é pontuada ao contrário. Se uma falha é altamente detectável, a pontuação é baixa. Difícil de detectar falhas deve ser pontuado alto na detecção. O RPN é o produto da gravidade, ocorrência e detecção. (RPN = S * O * D) A característica crítica é principalmente opcional em muitas empresas devido à sua subjetividade. É a medida do impacto geral do fracasso para a empresa. Geralmente é classificado como "Y" ou "Sim" se a gravidade ou a ocorrência for de 9 ou 10 e se a detecção for maior que 3. Com base na tabela realizada, a prioridade deve estar na uniformidade de tamanho, pois possui o maior RPN e a fragrância errada, devido à sua característica crítica. Os escassos recursos da empresa serão então canalizados para essas duas falhas. Ao decidir sobre os cursos de ação, uma boa base será o painel de controle do processo atual. Isso nos dará uma ideia sobre o que melhorar. Para a segunda falha, a empresa aposta na uniformidade dos tamanhos dos sabonetes nos supervisores para colocar em prática a diligência por parte dos trabalhadores, enquanto não há controles em vigor para os misturadores, principalmente na apropriação da fragrância.
Sob os potenciais modos de falha, a equipe listou três possíveis falhas na fabricação de sabão e seus respectivos efeitos e possíveis causas. Para a gravidade, os analistas podem atribuir a gravidade para o respectivo modo de falha de uma severidade baixa de 1 a 10. A ocorrência é pontuada da mesma maneira, enquanto a detecção é pontuada ao contrário. Se uma falha é altamente detectável, a pontuação é baixa. Difícil de detectar falhas deve ser pontuado alto na detecção. O RPN é o produto da gravidade, ocorrência e detecção. (RPN = S * O * D) A característica crítica é principalmente opcional em muitas empresas devido à sua subjetividade. É a medida do impacto geral do fracasso para a empresa. Geralmente é classificado como "Y" ou "Sim" se a gravidade ou a ocorrência for de 9 ou 10 e se a detecção for maior que 3. Com base na tabela realizada, a prioridade deve estar na uniformidade de tamanho, pois possui o maior RPN e a fragrância errada, devido à sua característica crítica. Os escassos recursos da empresa serão então canalizados para essas duas falhas. Ao decidir sobre os cursos de ação, uma boa base será o painel de controle do processo atual. Isso nos dará uma ideia sobre o que melhorar. Para a segunda falha, a empresa aposta na uniformidade dos tamanhos dos sabonetes nos supervisores para colocar em prática a diligência por parte dos trabalhadores, enquanto não há controles em vigor para os misturadores, principalmente na apropriação da fragrância.
Planos para combater fracassos
O próximo passo para a equipe do FMEA seria apresentar planos de ação para combater os fracassos: 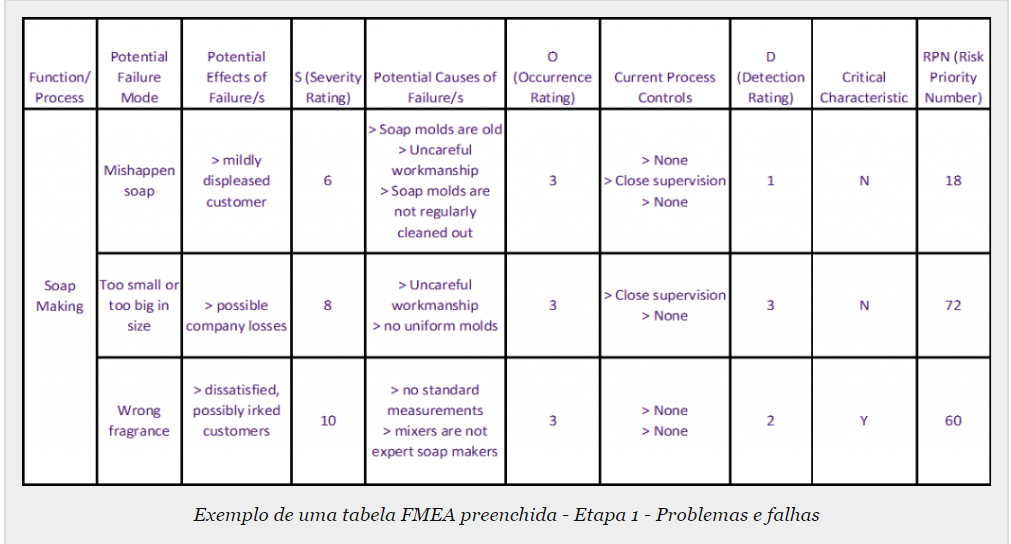 Devido à implementação dos cursos de ação ou melhorias de controle de processo, as classificações de ocorrência reavaliadas serão alteradas. A pontuação de gravidade sempre permanece a mesma durante os ciclos, a menos que a empresa mude seus objetivos ou perfis de clientes. A detecção também será alterada com base nos controles de processo implementados, mas, para nosso exemplo, a detecção permaneceu constante porque os planos de ação estavam focados na ocorrência do problema. Observe que as classificações para a falha dos sabonetes deformados permaneceram as mesmas. Isso ocorre porque nenhum plano de ação foi implementado para resolver o problema. O problema na uniformidade de tamanho foi abordado de forma significativa, pois tem a maior queda no RPN devido à queda em sua ocorrência. O problema foi resolvido simplesmente contratar um especialista e padronizar o procedimento de mistura e as medições. Dados os resultados da FMEA do Segundo Ciclo, a falha no sabão deformado já é a principal falha no processo de fabricação de sabão. É, portanto, o modo de falha de prioridade e o escasso recurso da empresa será então canalizado para resolver o problema. Você pode realizar análises de FMEA periodicamente para verificar o desempenho do processo.
Devido à implementação dos cursos de ação ou melhorias de controle de processo, as classificações de ocorrência reavaliadas serão alteradas. A pontuação de gravidade sempre permanece a mesma durante os ciclos, a menos que a empresa mude seus objetivos ou perfis de clientes. A detecção também será alterada com base nos controles de processo implementados, mas, para nosso exemplo, a detecção permaneceu constante porque os planos de ação estavam focados na ocorrência do problema. Observe que as classificações para a falha dos sabonetes deformados permaneceram as mesmas. Isso ocorre porque nenhum plano de ação foi implementado para resolver o problema. O problema na uniformidade de tamanho foi abordado de forma significativa, pois tem a maior queda no RPN devido à queda em sua ocorrência. O problema foi resolvido simplesmente contratar um especialista e padronizar o procedimento de mistura e as medições. Dados os resultados da FMEA do Segundo Ciclo, a falha no sabão deformado já é a principal falha no processo de fabricação de sabão. É, portanto, o modo de falha de prioridade e o escasso recurso da empresa será então canalizado para resolver o problema. Você pode realizar análises de FMEA periodicamente para verificar o desempenho do processo.
Quais as limitações do FMEA?
A análise do FMEA depende exclusivamente das opiniões da equipe. Qualquer problema além de seu conhecimento permanecerá indetectável e não resolvido. A ferramenta também depende muito da objetividade e efetivamente elimina as características de qualificação das variáveis. Como as pontuações são baseadas somente em projeções educadas e chegar ao RPN é multiplicando as pontuações, uma pequena variação, como marcar 2 em vez de 1 efetivamente dobrar a pontuação do RPN, embora na realidade os analistas tenham apenas 2 para colocá-lo à frente outra falha que marcou como 1. O objetivo do Six Sigma é ajudar a evitar erros, falhas e defeitos que afetam o cliente. A Análise de Modos e Efeitos de Falha (FMEA) fornece às equipes de projeto uma estrutura para identificar possíveis falhas no processo e estimar como a falha afetará o cliente. As equipes de projeto usam o FMEA no estágio de análise do DMAIC. Isso os ajuda a identificar tarefas ou recursos do produto que podem apresentar altas taxas de falha. Também pode ser usado no estágio Design para identificar processos que podem ser melhorados. O FMEA ajuda as equipes de projeto a implementar um processo atual de uma nova maneira, renovar um processo existente ou criar um novo processo a qualquer momento da vida útil do produto ou serviço.
Como você pode usar?
Para usar a FMEA adequadamente, a equipe do projeto deve ter um conhecimento profundo de cada etapa do processo de produção. Equipes que operam dentro de um escopo de projeto claramente definido geralmente obtêm os melhores resultados do FMEA. A equipe aplica o FMEA em uma série de etapas:
- Identifique quais falhas podem ocorrer em cada etapa do processo.
- Determine os resultados de cada falha. Pergunte: “O que acontece quando esta falha ocorre?”
- Calcule uma classificação de gravidade para cada oportunidade de falha em uma escala de 1 a 10. 1 não tem impacto no cliente; 10 é um desastre.
- Estabeleça a probabilidade de falha em uma escala de 10 pontos. 10 é uma certeza absoluta; 1 não é uma chance.
- Estime a probabilidade de detectar o erro antes que o cliente o perceba. Falhas que são mais fáceis de serem notadas são atribuídas a 1; aqueles que passam despercebidos recebem 10.
Depois que as probabilidades são classificadas, a próxima etapa é calcular o Número de prioridade de risco (RPN). Multiplicar os rankings dos níveis de severidade, ocorrência e detecção dá a cada passo do processo um RPN. Cada possível causa de falha terá um número de prioridade de risco entre 0 e 1.000. Causas potenciais de falha com os RPNs altos indicam as maiores áreas de vulnerabilidade ao processo. Estes são os primeiros passos a serem direcionados para melhorias. Dos três componentes no número de prioridade de risco (severidade, detecção e ocorrência), a área mais econômica para endereçar é a ocorrência. Reduzir o número de erros tem um impacto direto na redução do RPN do processo e incentiva uma solução de longo prazo. Para se aprofundar no FMEA, essa ferramenta tão efetiva, conheça o curso de FMEA da FM2S, uma exclusividade da Assinatura FM2S: 
O impacto positivo do FMEA
Quando as equipes de projeto usam a estrutura Modos de Falha e Análise de Efeitos para avaliar todas as etapas de um processo de produção, elas podem descobrir onde está a maior possibilidade de falha. Eles também poderão estimar o efeito que a falha pode ter nos clientes. O Six Sigma enfatiza a importância de abordar as causas principais de defeitos e falhas. O FMEA permite que as equipes de projeto levem essa filosofia um passo adiante, atribuindo a cada causa potencial um número de prioridade de risco, para que as causas mais prováveis de falhas que tenham maior impacto no cliente possam ser identificadas facilmente e tratadas primeiro. FMEA é a ferramenta Six Sigma por excelência. Isso ajuda a diminuir defeitos enquanto aumenta a satisfação do cliente. FMEA (Análise de Efeitos do Modo de Falha) é uma ferramenta que nos ajuda a antecipar o que pode dar errado com um produto ou processo, bem como identificar as possíveis causas e probabilidades de falhas.
Etapas do FMEA
- Reconhecer e avaliar os modos de falha potenciais;
- Use os números de prioridade de risco para avaliar os modos;
- Identifique a causa do fracasso;
- Identifique as ações que poderiam evitar falhas;
- Documentar ideias da equipe.
Número de prioridade de risco (RPN)
- O RPN é usado para ponderar a probabilidade e a criticidade de uma falha que ocorre.
- Gravidade significa o possível impacto / efeito no sistema.
- Um número de prioridade de risco multiplica os números de gravidade, ocorrência e detecção para cada modo de falha.
- RPN = Gravidade * Ocorrência * Detecção.
Tipos de FMEA
FMEA de design
- Executado no nível de design para analisar como os modos de falha afetam o sistema e minimizar os efeitos da falha.
- Usado antes dos produtos serem liberados para o processo de fabricação.
- Todas as deficiências de projeto previstas devem ser detectadas e corrigidas até o final deste processo.
FMEA de processo
- Começou antes ou depois da fase de viabilidade, antes das ferramentas de produção;
- Geralmente após um FMEA de Design, mas pode levar algum tempo até que as atividades de produção sejam iniciadas;
- Deve ocorrer antes do início da fabricação;
- contabiliza todas as operações de fabricação;
- Se ocorrer algum defeito durante a fabricação, você deverá verificar se há um modo de falha não contabilizado ocorrendo.
FMEA do sistema
- Composta por peças.
- todos os FMEAs de nível de peça se unirão para formar o sistema.
- Mais abaixo no sistema, mais detalhes.
FMEA funcional
- Conhecido como FMEA de caixa preta
- concentra-se no desempenho de uma parte ou dispositivo pretendido, em vez das características das partes individuais.
- Ex. Funciona em vez de cor deve ser azul.
Todos os tipos de FMEA podem ser aplicados a sistemas de software.




